


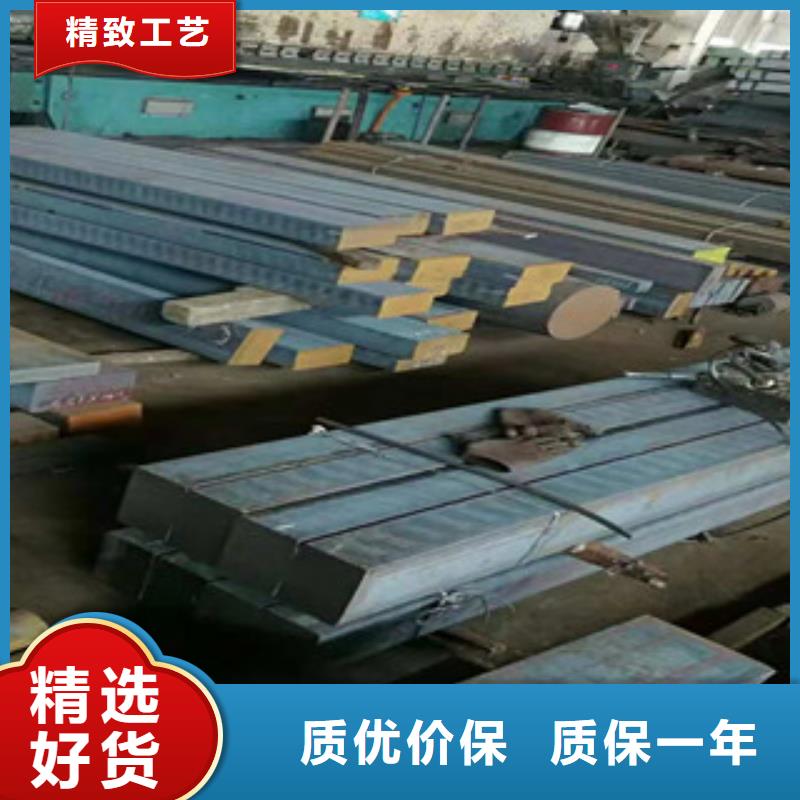
以下是:QT500-7圆棒品种多样的产品参数
产品名称 球墨铸铁棒/灰口铸铁棒 产地 山东 标准 国标 生产工艺 水平连铸 产品优势 无气孔、沙眼、无缺陷 应用范围 机械加工和精密加工 价格 5.6元/公斤 QT500-7圆棒品种多样,亿锦天泽钢铁有限公司专业从事QT500-7圆棒品种多样,联系人:邢经理,电话:0527-88266888、17768165506,QQ:1799311315,发货地:山东聊城经济开发区辽河路东首发货到江西省 新余市 渝水区、分宜县,以下是QT500-7圆棒品种多样的详细页面。 江西省,新余市 截至2020年底,新余市辖分宜县、渝水区、仙女湖风景名胜区、新余高新技术产业开发区1个区,1个县,1风景区,1开发区;全年城镇居民人均可支配收入34775元,农村居民人均可支配收入16581元,全年财政总收入144.18亿元。截至2022年末,新余市常住人口为120.28万人。2022年,新余市实现生产总值1252.15亿元,比上年增长4.8%。
想要深入了解QT500-7圆棒品种多样产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:QT500-7圆棒品种多样的图文介绍
江西新余亿锦天泽钢铁有限公司是专业 国产耐磨钢板解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 国产耐磨钢板新产品的研发,满足用户多元化的需求。
用水平连续铸造铸铁型材时应注意以下几点: 每种规格铸铁型材都有一个合理的铸造速度范围,影响铸造速度的因素比较多,其影响作用也比较复杂,例如结晶器的导热能力、结晶器冷却的均匀性、铁液的温度、型材截面的几何形状等,生产中应根据铸铁型材的铸造质量情况不断调整工艺参数,达到合理的铸造速度。 应根据铸铁型材的材质和尺寸规格选择适宜的铁液温度。铁液温度高,流动性好,型材结晶前沿移动后有良好的焊合性,但过高的铁液温度会降低生产速度或因控制不当出现铁液泄露事故。而过低的铁液温度会降低结晶前沿铁液的焊合能力,出现冷隔、裂纹、疤皮等缺陷。一般保温包内铁液温度应控制在1280~1320℃。生产小尺寸型材时生产率较低,铁液在保温包内停留时间较长,宜选择较高的铁液温度。采用冲天炉炉前冲人法生产球墨铸铁型材时,铁液的出炉温度应在1450℃以上
应严格控制型材出口温度(即铸铁型材脱离结晶器后经温度回升作用所达到的高表面温度),影响型材出口温度的直接因素是保温包内铁液温度和铸造速度。过高的铁液温度和过快的铸造速度会使型材出口温度过高,导致型材心部组织变粗、力学性能下降,操作不当还会出现铁液泄露事故。反之,型材出口温度过低也会造成石墨铸型型壁刮伤,使型材表面质量下降,产生裂纹、疤皮等缺陷。正常情况下型材出口温度应控制在900~950℃。 生产中应根据型材产品的尺寸和材质要求选择优的牵引工艺参数组合。减小牵引周期可在相同铸造速度条件下减小步距,有利于提高铸铁型材的组织均匀性和致密性,但过小的牵引周期会使型材运动频繁、间隙时间过短,反而对铸造质量产生不利影响。
球化和孕育处理。球化剂加入量应根据铁液成分、铸件壁厚、球化剂成分和球化处理过程的吸收率等因素分析比较确定。一般为1.6%~2.0%,若球化剂放置时间较长,则应适量多加。球化反应控制的关键是镁的吸收率,温度高,反应激烈,时间短,镁烧损多,球化效果差;温度低,反应平稳,时间长,镁吸收率高,球化效果好。因此,一般在保证足够浇注温度的前提下,宜尽可能降低球化处理温度,控制在1420~1450℃。球化剂要砸成小块,粒度一般在5~25mm,加在包底,再在上面加硅铁和铁屑。
孕育处理是球墨铸铁生产过程中的一个重要环节,它不仅促进石墨化,防止自由渗碳体和白口出现,而且有助于球化,并使石墨变得更细小,更圆整,分布均匀,从而提高球墨铸铁的力学性能。孕育剂一般多采用FeSi其加入量根据对铸件的力学性能要求,一般为0.8%~1.0%。孕育剂的粒度根据铁液量多少,一般砸成5~25mm的小块。孕育剂应保持干净、干燥。
球化剂和孕育剂要在出铁前加入包中,在连续生产时,刚出完前一炉铁后,包很热,过早加入会使其粘结在包底而削弱球化和孕育效果。为了延迟球化反应时间,增强球化和孕育效果,要在球化剂和孕育剂的上面覆盖一层铁屑。球化处理的方法较多,一般多采用操作简便的冲入法处理球铁。
在江西省新余市采买QT500-7圆棒品种多样到亿锦天泽钢铁有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:邢经理-17768165506,QQ:1799311315,地址:《山东聊城经济开发区辽河路东首》。







